

Learn about the GrabCAD Platform
Get to know GrabCAD as an open software platform for Additive Manufacturing
Visit our new homepage


Experimenting with TPU for further projects, elastic materials are difficult to push down the nozzle throat.
Besides the fact that I had to lower my feed rate to minimum the Merlin lets me do (25%), and drop all my speeds between 20/s mm e 30 mm/s (from 60mm/s to 150 mm/s for PLA or ABS, not to speak of the headache of going ''Direct Drive Extruder'' (with the opportunity I went double so I can print with support material from nozzle 2), the damn TPU still plays tricks on me.
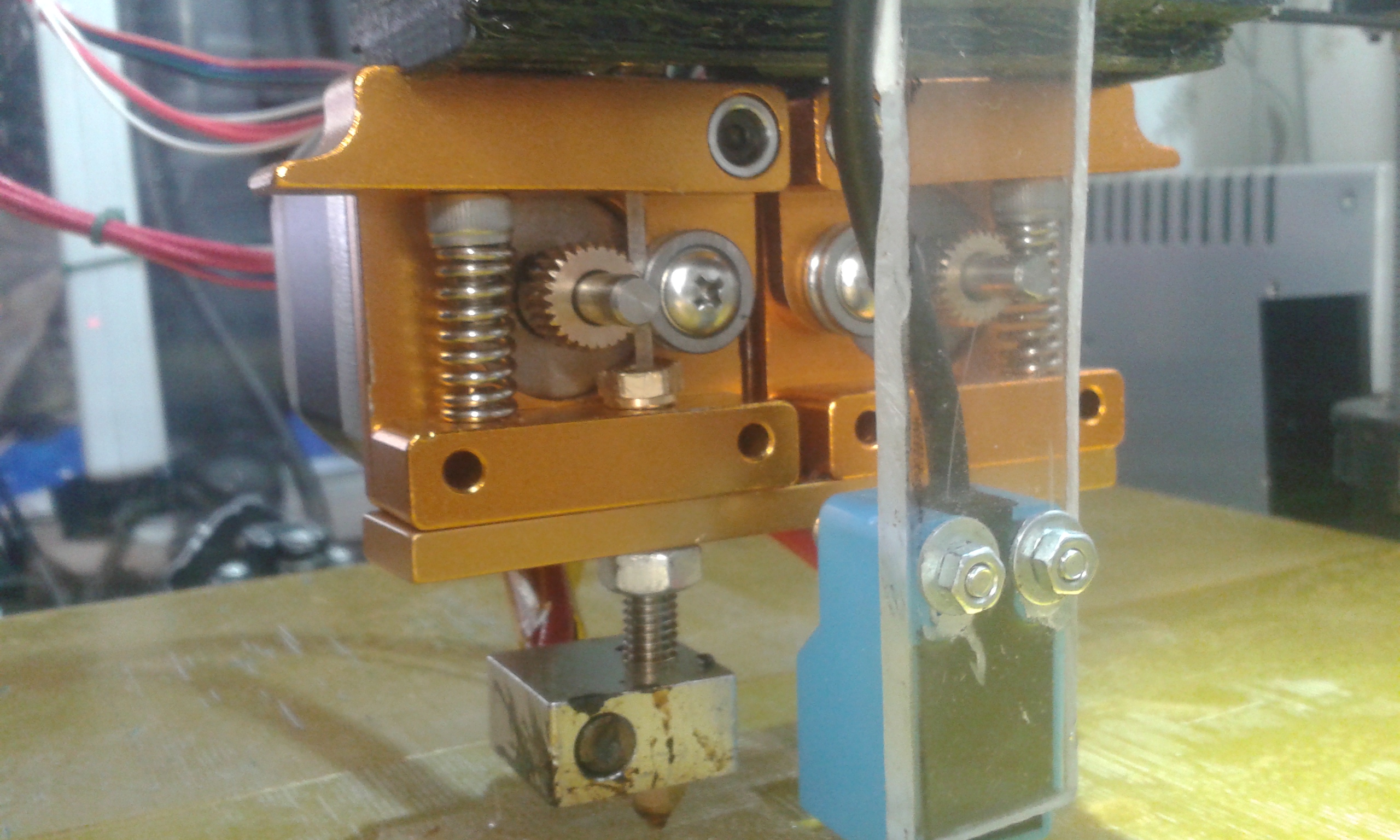
The distance from the extruder drive to the nozzle neck as it came with the DDE unit is less than a centimeter (some 9 mm) and still the TPU filament in push manages to belly out and than just wind around without going into the nozzle neck.
So for about an hour I held the filament straight between the DDE and the neck with a small Allen Key forcing it to stay straight and go down the hole, while figuring out what can I do to make this work, space is tight, no room for my fingers to fit anything, and must be a sturdy fit, to make it short, a ''kamikaze job''.
Than for the next four hours I stopped the print and started to do my old job, ''industrial automation and robotics, meccatronics''
I took a pneumatic fitting elbow from the spare stock (always handy to have stocks) that had the shortest bronze section possible, threaded neck included, and I removed the plastic snap to fit elbow part of it, only kept the bronze neck.
I Took apart the DDE traction system, real pain in the ass, wristwatch mechanics, almost, and fitted the bronze neck in the threaded hole, only this took me more than half an hour.
When it came to put the bearing grooved wheel back, it would not fit, the neck had to be shorter, the traction wheel would fit but with zero clearance.
Another half an hour to ''extract'' my neck guidance piece out, than 10 minutes with the Dremel to eliminate some length from both ends, and another half an hour to put the piece back, and a lot of sweat, for good.
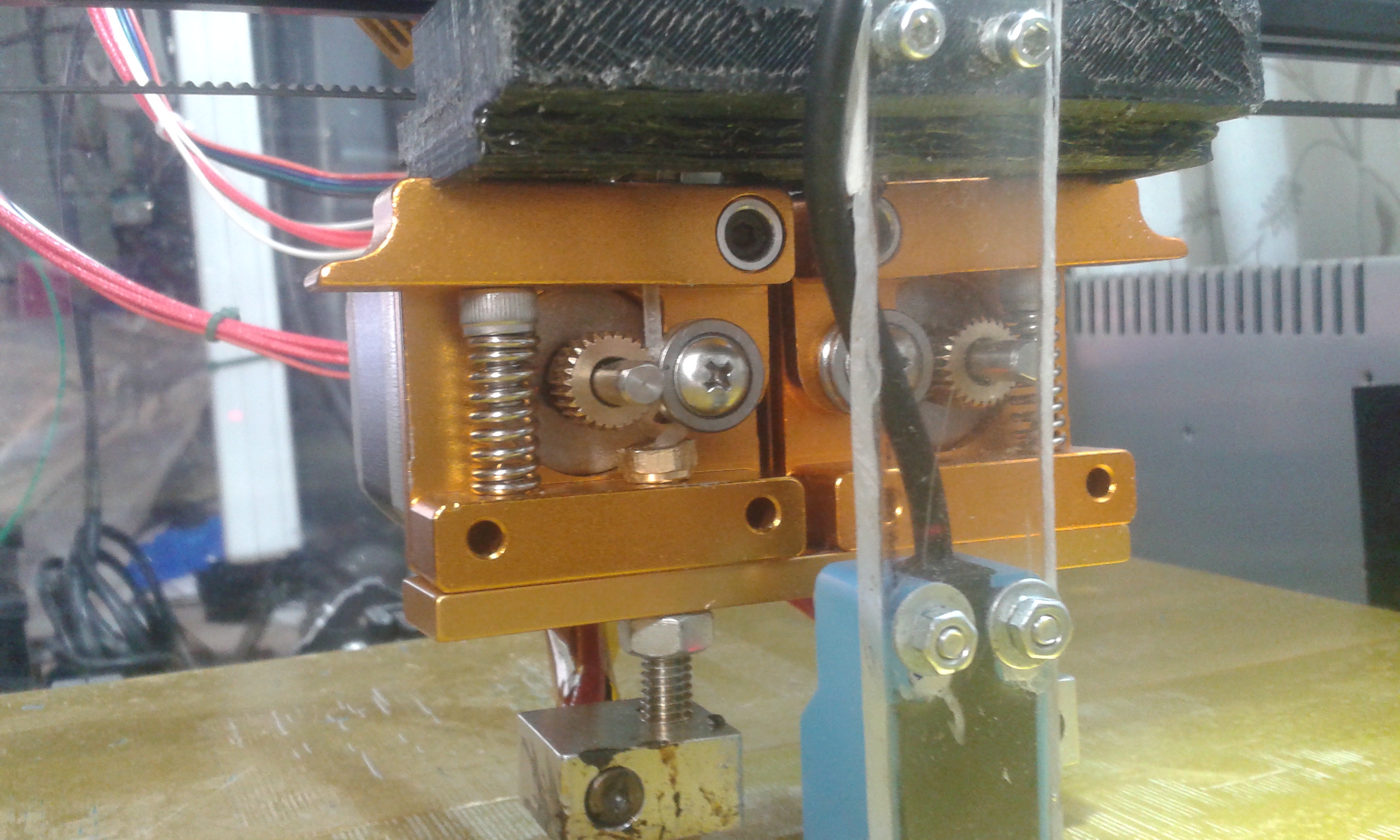
This time my grooved bearing fitted with a clearance of 3 mm, as you can see in the pictures, and the tractor wheel with a clearance of 5 mm.

And I thought ''YES''
Going from 9 mm to 3 mm does the trick.
Well it does it but not that much as I wanted, as long as I print slow (portions jumping from here to there) works just as I imagined it
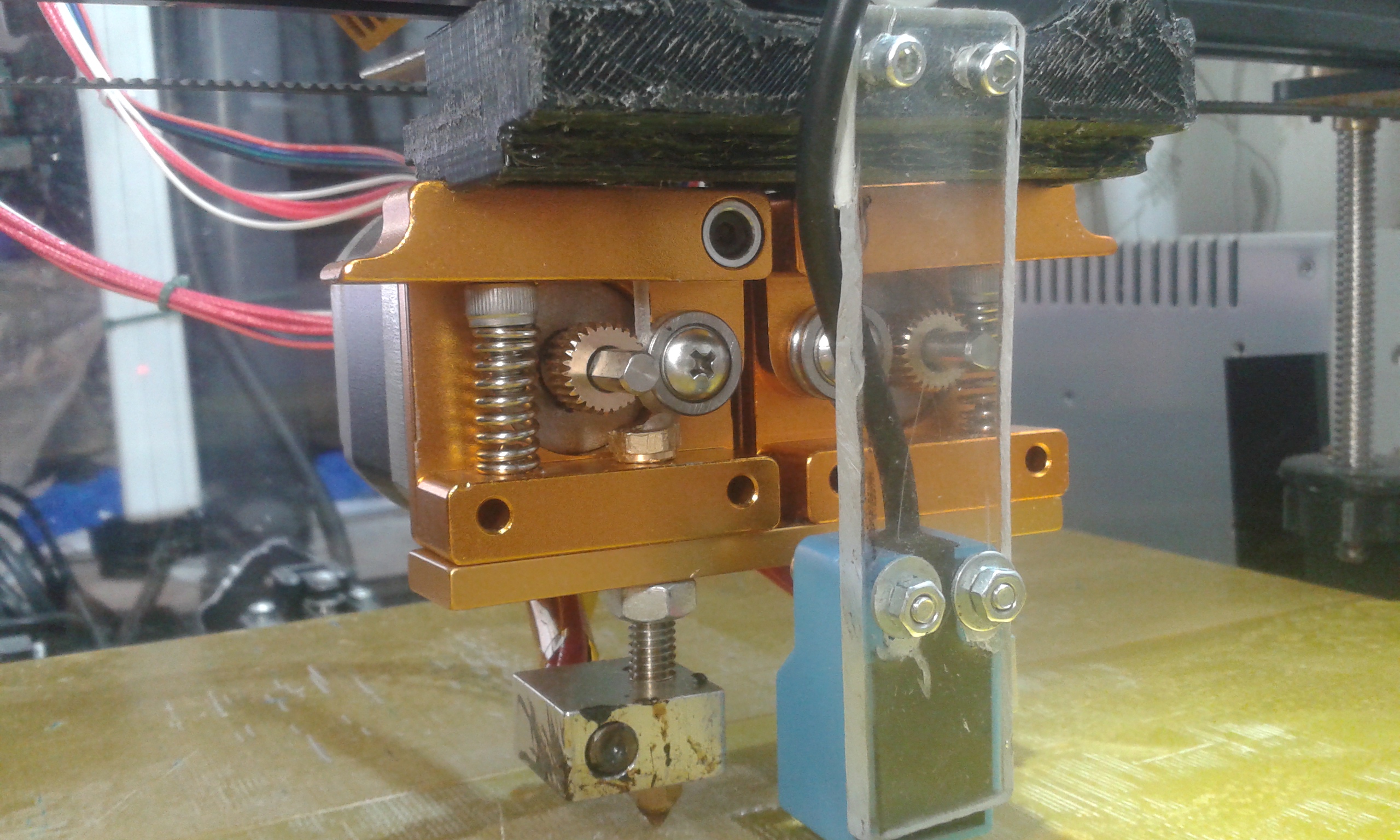
But as you can see above, in a continuous long push like when making the bed of a platform, here we go again.
And it gets on my nerves dude, I mean for good, to be always here watching it not to go awry and pause it, retract filament to print position, than start again, damn it.
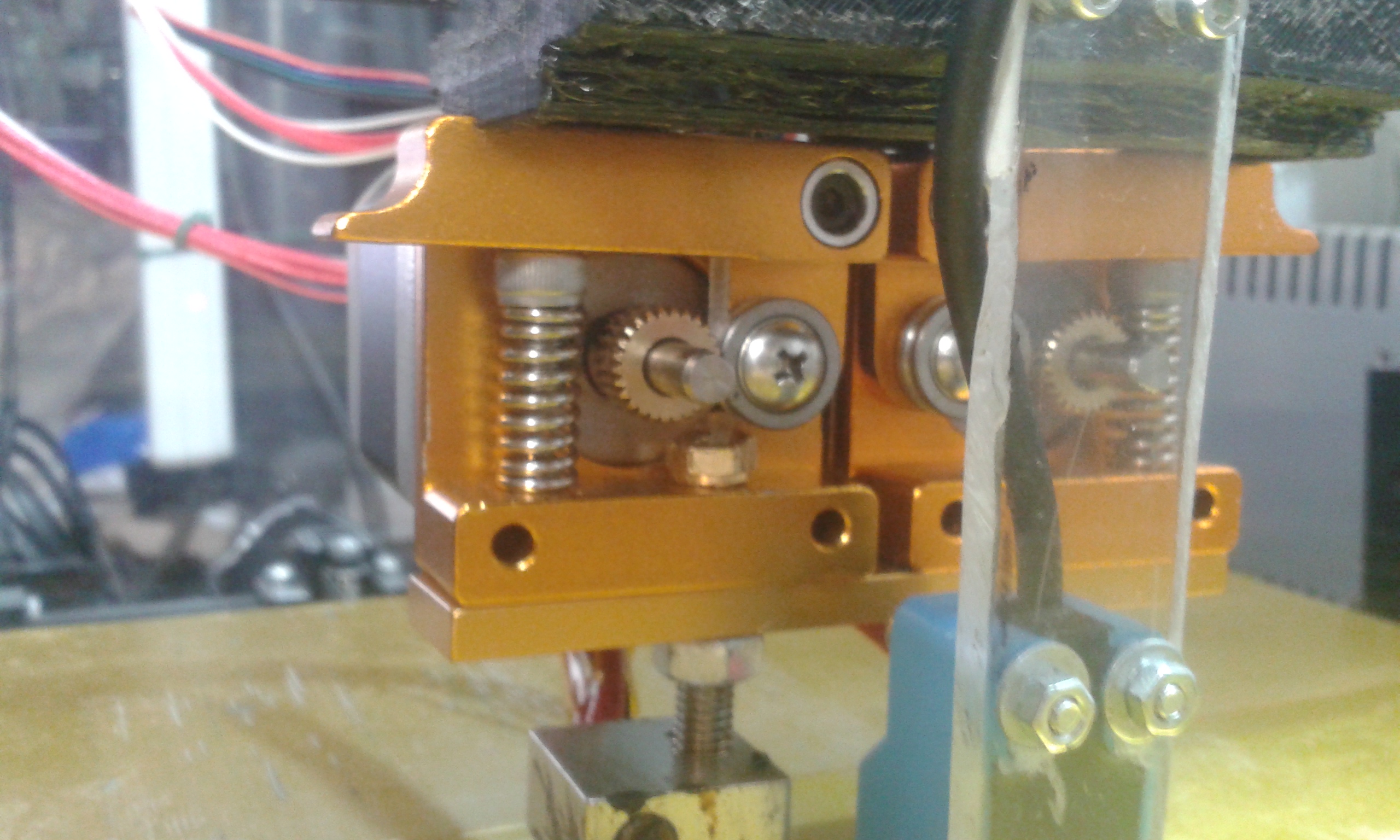
Yes, I do have the solution again, will put in my guiding neck a piece of Teflon tube that goes up to scratch the grooved wheel, techincally leaving zero space for the filament to be pushed free on that side, will still have 2 mm on the tractor side but at 1.75 mm thickness migth not be able to bend and sneak out. I could cut the top of the Teflon pipe diagonally leaving virtually zero space there too, with the risk that the tractor teeth might touch it with results I cannot foresee now, maybe because I am tired.
I am going to make it work anyway, one way or another, other people have built airplanes with a hacksaw and a set of pliers only and flew them, I have more than just an hack saw at hand.

If you don't receive the email within an hour (and you've checked your Spam folder), email us as confirmation@grabcad.com.



